

Wärmeprozesse bei Metallen
Gezieltes erwärmen von Werkstoffen
Das gezielte erwärmen von Werkstoffen wird durchgeführt, um seine Eigenschaften positiv zu beeinflussen. Mögliche Anwendungen können sein:
- Wärmen für Schrumpfprozesse
- Wärmevor- bzw. Nachbehandlung bei Stähle > 0.4% bis 0.8% Kohlenstoff
- Abbau von Spannungen
Wir arbeiten mit einer Wärmeanlage, die durch ein hohe Heizleistung bzw. grosse Luftzirkulation eine kurze Prozesszeit erzielt.
Die Vorteile für Ihre Bauteile sind:
- Homogene Erwärmung über das kpl. Bauteil
- Geringe Temperaturdifferenzen der einzelnen Bauteile zueinander
- Sehr Präzise Temperaturregelung (+/- 0.5°C)
- Effizientes und schnelles Erwärmen von Bauteilen
- Kontrollierte Temperatursteuerung beim Nachwärmen
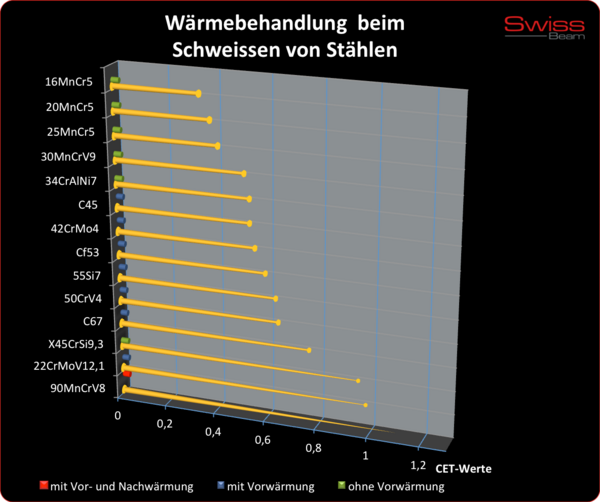
Die Schweisseignung eines Stahls wird durch den Einfluss von Legierungselementen definiert und kann mittels des Kohlenstoffäquivalents auf (Kalt-)Rissneigung in den ausgehärteten Zonen quantitativ bestimmt und damit beurteilt werden, ob ein Vorwärmen notwendig ist.
Das Kohlenstoffäquivalent CEV ist für niedriglegierte Kohlenstoff-Mangan Stähle entwickelt. Das CET findet speziell bei Feinkornbaustählen Anwendung und das CEN fasst bestimmte Äquivalente zusammen. Die Äquivalente bieten eine Abschätzung der Rissbildungsgefahr und der Notwendigkeit zum Vorwärmen.
Ein CET-Wert >0,5 zeigt eine eingeschränkte Schweisseignung auf und ein Vorwärmen wird empfohlen.
Bei CEV-Werten >0,6 werden erhöhte Vorwärmtemperaturen von 250°...300°C vorgeschlagen, um Kaltrisse zu vermeiden.
Die (Kalt-)Rissgefahr ist aber noch von weiteren Faktoren abhängig, im wesentlichen vom Wasserstoffgehalt, der Werkstückgeometrie und den Schweissparametern. Diese werden in Berechnungsverfahren zur Abschätzung der Vorwärmtemperatur herangezogen. Da die genannten Punkte auch Auswirkungen auf die Abkühlzeit haben wird die Abkühlzeit (t8/5) zur Reduzierung der Härte und Rissgefahr mit einbezogen. Einen grossen und wichtigen Einfluss auf die Abkühlzeit t8/5 , ist die Streckenenergie welche im Schweissprozess gesteuert werden. Die Abkühlzeit kann über die Wärmeeinbringung, Vorwärmung und die Nahtgeometrie erfolgen. Je grösser die ins Bauteil eingebrachte Energie, desto länger wird die Abkühlzeit. Hohe Wärmeeinbringungen reduzieren die Abkühlgeschwindigkeit und somit die Härte, da mehr Wärme im Bauteil eine erhöhte Abkühlzeit zur Folge hat und damit die Martensitbildung behindert bzw. reduziert wird.
Vorwärmung, Zwischenlagentemperatur und Wärmenachbehandlung
Unter Berücksichtigung des Kohlensstoffäquivalents ist die Vorwärmung, unter Berücksichtigung der Wanddicke, des wärmeableitenden Querschnittes und des Wärmeeinbringens zu wählen. Dadurch wird die kritische Abkühlgeschwindigkeit reduziert bzw. die Abkühlzeit erhöht, da die Abkühlung durch die zusätzliche Wärme verzögert wird.
Durch das Vorwärmen können spröde Aufhärtungszonen in der Wärmeeinflusszone (WEZ) vermieden werden. Für hohe Anforderungen an die Kaltzähigkeit ist deshalb bereits bei relativ geringen Blechdicken (ab ca. 12 mm) ein Vorwärmen auf ca. 80 - 150°C ratsam. Hingegen dient die Einhaltung der maximalen Zwischenlagentemperatur das Kornwachstum in der WEZ zu vermeiden. Grobkornbildung ist mit einem Zähigkeitsabfall bei leichtem Härteanstieg verbunden. Die Zwischenlagentemperatur liegt meist bei min. 50°C über Vorwärmtemperatur, allerdings max. 250°C.
Je höher die Vorwärmtemperatur, desto länger wird die t8/5-Zeit. Es handelt sich dabei um eine Wärmeeinbringung ins Bauteil vor dem Schweissen und ist die technologisch wirkungsvollste Methode, um bei schlecht schweissbaren Stählen die Ausbildung des Gefüges während des Abkühlens zur Reduzierung der Härte positiv zu beeinflussen. Zudem verringern vorgewärmte Bauteile in der Regel den Eigenspannungszustand. Mit entsprechender Vorwärmung sind selbst Stähle mit relativ hohem Kohlenstoffäquivalent schweissgeeignet.
